

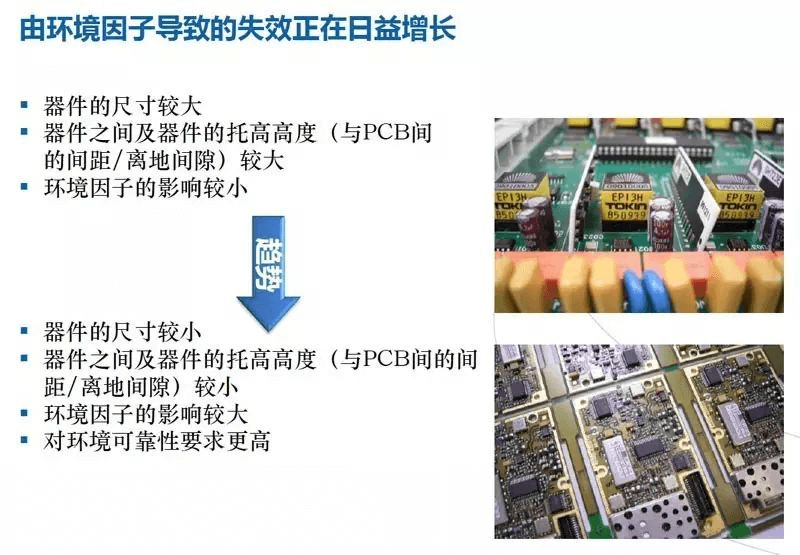
Ko se velikost komponent PCBA zmanjšuje, se gostota povečuje; višina podpore med napravami in napravami (razmik med tiskanim vezjem in odmikom od tal) se prav tako zmanjšuje, vpliv okoljskih dejavnikov na PCBA pa se povečuje. Zato postavljamo višje zahteve glede zanesljivosti tiskanih vezjev elektronskih izdelkov.
1. Okoljski dejavniki in njihov vpliv
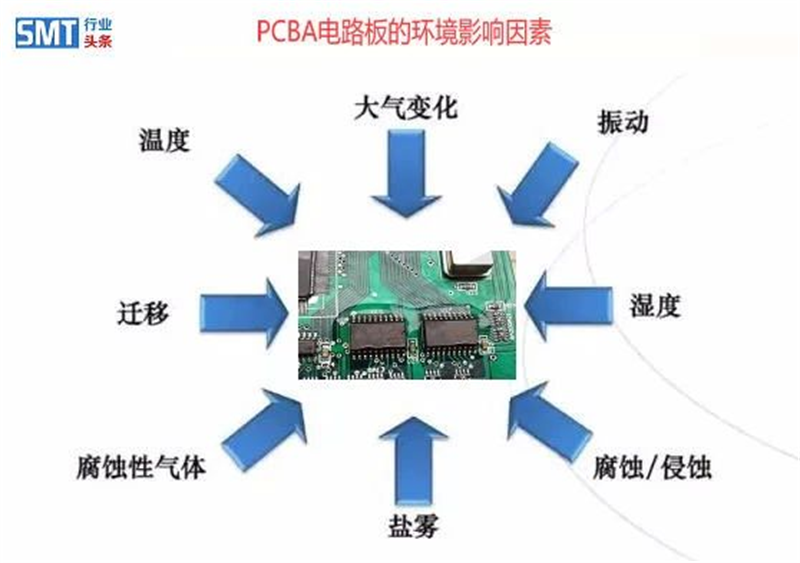
Pogosti okoljski dejavniki, kot so vlažnost, prah, solni sprej, plesen itd., lahko povzročijo različne težave z okvarami PCBA.
Vlažnost
Skoraj vse elektronske komponente tiskanih vezij v zunanjem okolju so ogrožene zaradi korozije, med katerimi je voda najpomembnejši medij za korozijo. Molekule vode so dovolj majhne, da prodrejo skozi molekularno režo nekaterih polimernih materialov in vstopijo v notranjost ali dosežejo kovino pod njimi skozi luknjico v premazu in povzročijo korozijo. Ko atmosfera doseže določeno vlažnost, lahko to povzroči elektrokemijsko migracijo tiskanih vezij, uhajanje toka in popačenje signala v visokofrekvenčnem vezju.
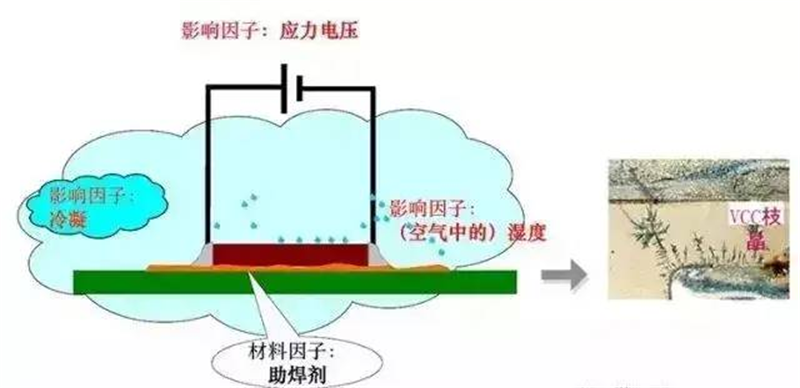
Para/vlaga + ionski onesnaževalci (soli, aktivne snovi za fluks) = prevodni elektroliti + napetost = elektrokemična migracija
Ko relativna vlažnost v ozračju doseže 80 %, se bo pojavil vodni film z debelino 5–20 molekul, v katerem se bodo lahko prosto gibale vse vrste molekul. Ko je prisoten ogljik, lahko pride do elektrokemičnih reakcij.
Ko relativna vlažnost doseže 60 %, površinska plast opreme tvori 2–4 molekule vode debelo vodno plast. Ko se onesnaževala raztopijo, pride do kemičnih reakcij.
Ko je relativna vlažnost v ozračju < 20 %, se skoraj vsi pojavi korozije ustavijo.
Zato je zaščita pred vlago pomemben del zaščite izdelka.
Pri elektronskih napravah se vlaga pojavlja v treh oblikah: dež, kondenz in vodna para. Voda je elektrolit, ki raztopi velike količine korozivnih ionov, ki povzročajo korozijo kovin. Ko je temperatura določenega dela opreme pod "rosiščem" (temperaturo), se na površini pojavi kondenzacija: strukturni deli ali PCBA.
Prah
V ozračju je prah, v prahu adsorbirani ioni onesnaževal se usedejo v notranjosti elektronske opreme in povzročijo okvare. To je pogosta težava pri elektronskih okvarah na terenu.
Prah je razdeljen na dve vrsti: grobi prah je nepravilni delci s premerom 2,5~15 mikronov, ki običajno ne povzročajo napak, obloka in drugih težav, vendar vplivajo na stik konektorja; fin prah so nepravilni delci s premerom manjšim od 2,5 mikronov. Fini prah ima določeno oprijemljivost na PCBA (furnir), ki jo je mogoče odstraniti le z antistatično krtačo.
Nevarnosti prahua. Zaradi nabiranja prahu na površini PCBA pride do elektrokemične korozije, stopnja okvar pa se poveča; b. Prah + vlažna vročina + slana megla so povzročili največjo škodo na PCBA, okvare elektronske opreme pa so bile največje v kemični industriji in rudarskem območju blizu obale, puščave (slano-alkalna zemljišča) in južno od reke Huaihe med plesnijo in deževnim obdobjem.
Zato je zaščita pred prahom pomemben del izdelka.
Slani sprej
Nastanek slane pršice:Slano pršilo povzročajo naravni dejavniki, kot so oceanski valovi, plimovanje, atmosfersko kroženje (monsun), pritisk, sonce in tako naprej. Veter ga bo odnašal proti notranjosti, njegova koncentracija pa se bo z oddaljenostjo od obale zmanjševala. Običajno je koncentracija slane pršice 1 % obale, ko je oddaljena 1 km od obale (vendar bo v času tajfuna pihala dlje).
Škodljivost solnega spreja:a. poškodujejo premaz kovinskih konstrukcijskih delov; b. Pospešitev hitrosti elektrokemične korozije vodi do loma kovinskih žic in odpovedi komponent.
Podobni viri korozije:a. Znoj na rokah vsebuje sol, sečnino, mlečno kislino in druge kemikalije, ki imajo enak koroziven učinek na elektronsko opremo kot solni sprej. Zato je treba med sestavljanjem ali uporabo nositi rokavice in se premaza ne sme dotikati z golimi rokami; b. V talilu so halogeni in kisline, ki jih je treba očistiti in nadzorovati njihovo preostalo koncentracijo.
Zato je preprečevanje solnega pršenja pomemben del zaščite izdelkov.
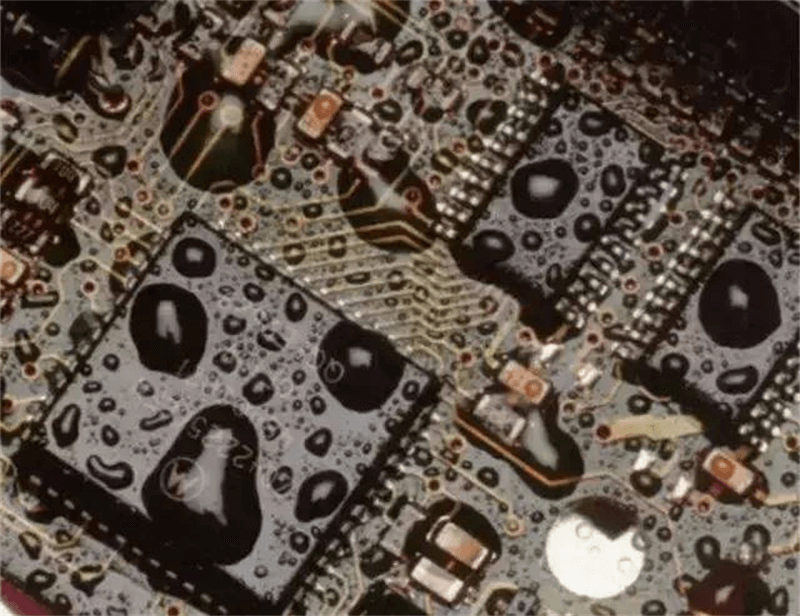
Plesen
Plesen, splošno ime za nitaste glive, pomeni »plesnive glive«, ki ponavadi tvorijo bujen micelij, vendar ne proizvajajo velikih plodnih teles kot gobe. V vlažnih in toplih krajih na pogled rastejo številne vrste, kot so puhaste, kosmičaste ali pajčevinaste kolonije, to je plesen.
SLIKA 5: Pojav plesni PCB
Škoda plesnia. fagocitoza in razmnoževanje plesni povzročata upad, poškodbe in odpoved izolacije organskih materialov; b. metaboliti plesni so organske kisline, ki vplivajo na izolacijo in električno trdnost ter povzročajo električni oblok.
Zato je protiplesen pomemben del zaščitnih izdelkov.
Glede na zgoraj navedene vidike je treba bolje zagotoviti zanesljivost izdelka, ki ga je treba čim bolj izolirati od zunanjega okolja, zato se uvede postopek nanašanja prevleke.
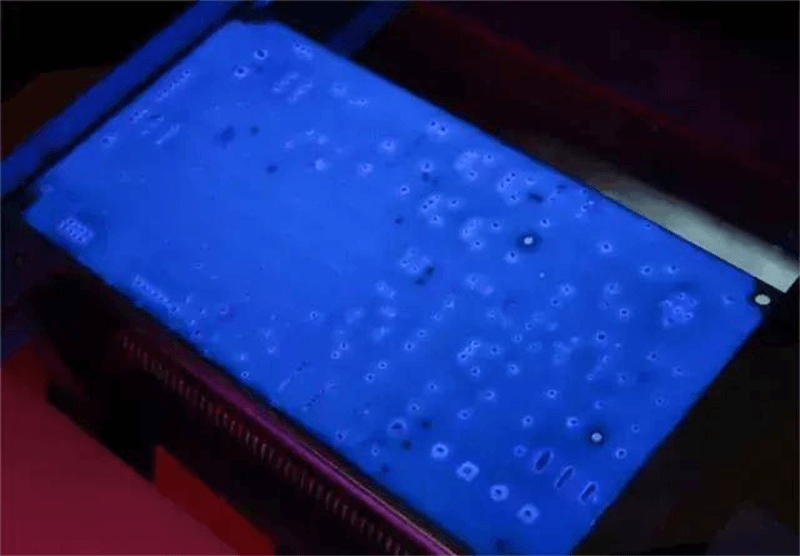
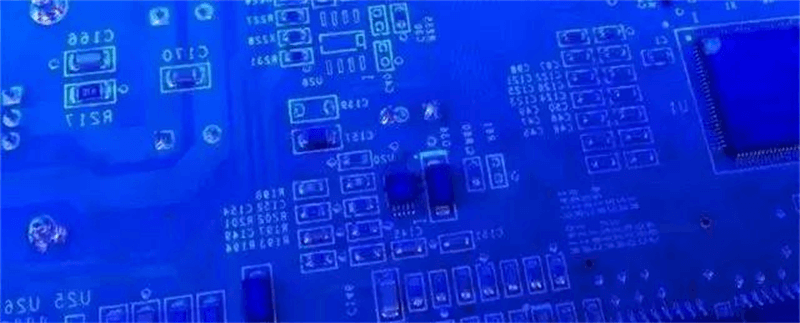
Premaz tiskanega vezja za postopkom nanašanja, pod učinkom streljanja vijolične svetilke, je lahko originalni premaz tako lep!
Trije premazi proti barviNanaša se na nanašanje tanke zaščitne izolacijske plasti na površino tiskanega vezja. To je trenutno najpogosteje uporabljena metoda nanašanja premaza po varjenju, včasih imenovana površinski premaz in konformni premaz (angleško ime: coating, conformal coating). Izolira občutljive elektronske komponente pred ostrim okoljem, lahko močno izboljša varnost in zanesljivost elektronskih izdelkov ter podaljša življenjsko dobo izdelkov. Tri vrste premazov proti barvi lahko zaščitijo vezja/komponente pred okoljskimi dejavniki, kot so vlaga, onesnaževala, korozija, obremenitve, udarci, mehanske vibracije in toplotni cikli, hkrati pa izboljšajo mehansko trdnost in izolacijske lastnosti izdelka.
Po postopku nanašanja premaza na PCB se na površini tvori prozorna zaščitna folija, ki lahko učinkovito prepreči vdor vode in vlage ter prepreči puščanje in kratek stik.
2. Glavne točke postopka nanašanja premaza
V skladu z zahtevami IPC-A-610E (standard za testiranje elektronskih sklopov) se to odraža predvsem v naslednjih vidikih:
Regija
1. Površine, ki jih ni mogoče premazati:
Območja, ki zahtevajo električne povezave, kot so zlate kontaktne blazinice, zlati prsti, kovinske skoznje luknje, testne luknje;
Baterije in popravljalci baterij;
Priključek;
Varovalka in ohišje;
Naprava za odvajanje toplote;
Premostitvena žica;
Leča optične naprave;
Potenciometer;
Senzor;
Brez zatesnjenega stikala;
Druga področja, kjer lahko premaz vpliva na delovanje ali zmogljivost.
2. Površine, ki jih je treba premazati: vsi spajkani spoji, zatiči, komponente in vodniki.
3. Neobvezna območja
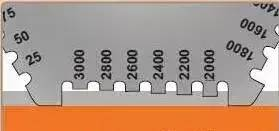
Debelina
Debelina se meri na ravni, neovirani, utrjeni površini tiskanega vezja ali na pritrjeni plošči, ki je skupaj s komponento v postopku. Pritrjene plošče so lahko iz istega materiala kot tiskane plošče ali drugi neporozni materiali, kot sta kovina ali steklo. Merjenje debeline mokrega filma se lahko uporabi tudi kot neobvezna metoda merjenja debeline prevleke, če obstaja dokumentirano pretvorbeno razmerje med debelino mokrega in suhega filma.

Tabela 1: Standardni razpon debeline za vsako vrsto premaznega materiala
Metoda preskušanja debeline:
1. Merilno orodje za debelino suhega filma: a mikrometer (IPC-CC-830B); b merilnik debeline suhega filma (železna osnova)
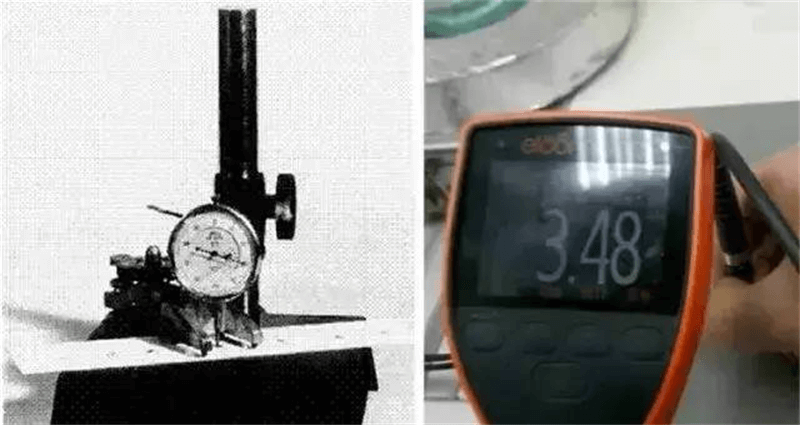
Slika 9. Mikrometrska naprava za suhi film
2. Merjenje debeline mokrega filma: debelino mokrega filma je mogoče dobiti z instrumentom za merjenje debeline mokrega filma in nato izračunati glede na delež trdne snovi lepila
Debelina suhega filma
Na sliki 10 je bila debelina mokrega filma izmerjena z merilnikom debeline mokrega filma, nato pa je bila izračunana debelina suhega filma.
Ločljivost robov
DefinicijaV normalnih okoliščinah pršenje razpršilnega ventila iz roba linije ne bo zelo ravno, vedno bo prisoten določen rob. Širino roba definiramo kot ločljivost roba. Kot je prikazano spodaj, je velikost d vrednost ločljivosti roba.
Opomba: Ločljivost roba je vsekakor manjša, boljša je, vendar različne zahteve strank niso enake, zato je specifična ločljivost prevlečenega roba odvisna od zahtev strank.

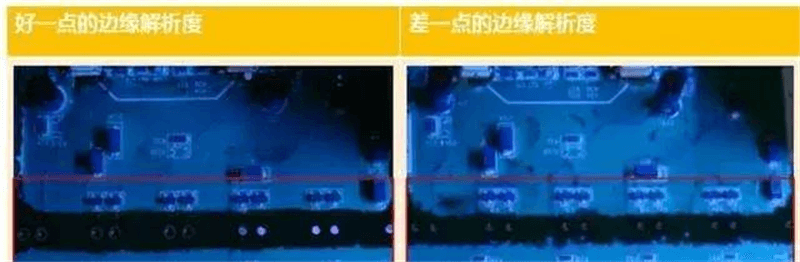
Slika 11: Primerjava ločljivosti robov
Enakomernost
Lepilo mora biti enakomerno debeline in gladke ter prozorne, prevlečene z izdelkom. Poudarek je na enakomernosti nanosa lepila nad površino izdelka. Debelina lepila mora biti enaka, brez težav pri postopku: razpok, stratifikacije, oranžnih črt, onesnaženja, kapilarnih pojavov, mehurčkov.
Slika 12: Aksialni avtomatski stroj za avtomatsko nanašanje premazov serije AC, učinek premaza, enakomernost je zelo dosledna
3. Izvedba postopka nanašanja premaza
Postopek premazovanja
1 Priprava
Pripravite izdelke in lepilo ter druge potrebne predmete;
Določite lokacijo lokalne zaščite;
Določite ključne podrobnosti procesa
2: Pranje
Očistiti je treba čim prej po varjenju, da se prepreči težko čiščenje umazanije zaradi varjenja;
Ugotovite, ali je glavno onesnaževalo polarno ali nepolarno, da izberete ustrezno čistilno sredstvo;
Če se uporablja čistilo na osnovi alkohola, je treba upoštevati varnostne ukrepe: po pranju je treba zagotoviti dobro prezračevanje ter pravila hlajenja in sušenja, da se prepreči izhlapevanje preostalega topila zaradi eksplozije v pečici;
Čiščenje z vodo, z alkalno čistilno tekočino (emulzijo) za pranje fluksa in nato sperite s čisto vodo za čiščenje čistilne tekočine, da izpolnite standarde čiščenja;
3. Zaščita z maskiranjem (če se ne uporablja oprema za selektivno nanašanje premazov), torej maska;
Če izberete nelepljivo folijo, se papirni trak ne bo prenesel;
Za zaščito integriranega vezja je treba uporabiti antistatični papirnati trak;
V skladu z zahtevami risb za nekatere naprave za zaščito;
4. Razvlaževanje
Po čiščenju je treba zaščiteno PCBA (komponento) pred nanosom premaza predhodno posušiti in razvlažiti;
Določite temperaturo/čas predsušenja glede na temperaturo, ki jo dovoljuje PCBA (komponenta);
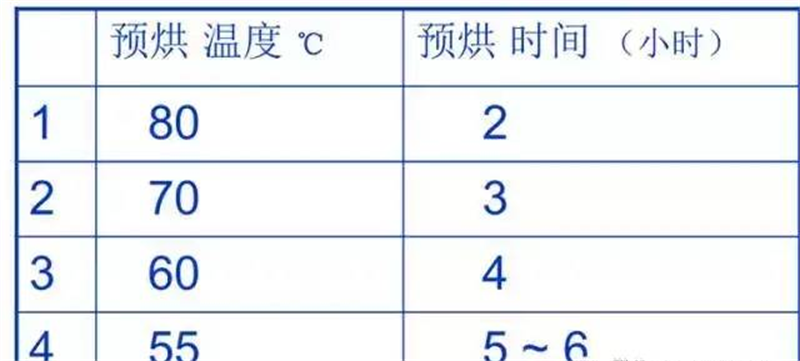
PCBA (komponenta) lahko določi temperaturo/čas predsušilne mize
5. plašč
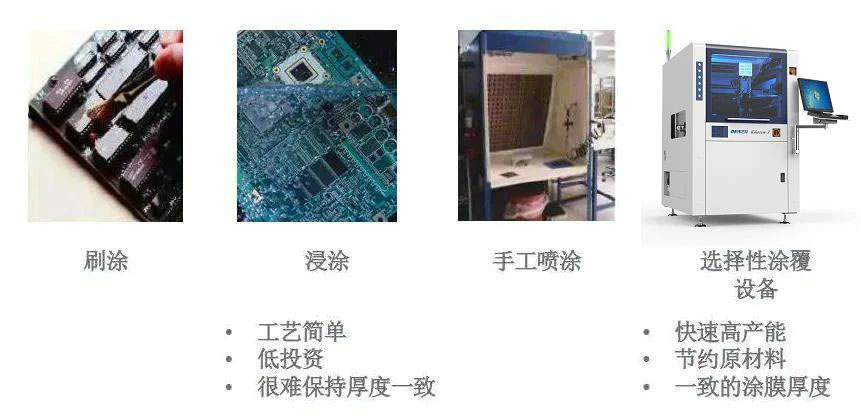
Postopek nanašanja prevleke oblike je odvisen od zahtev za zaščito PCBA, obstoječe procesne opreme in obstoječe tehnične rezerve, kar se običajno doseže na naslednje načine:
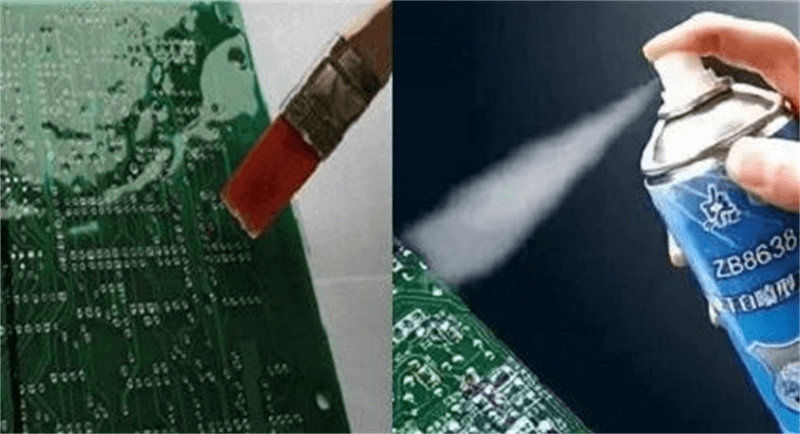
a. Ročno krtačite
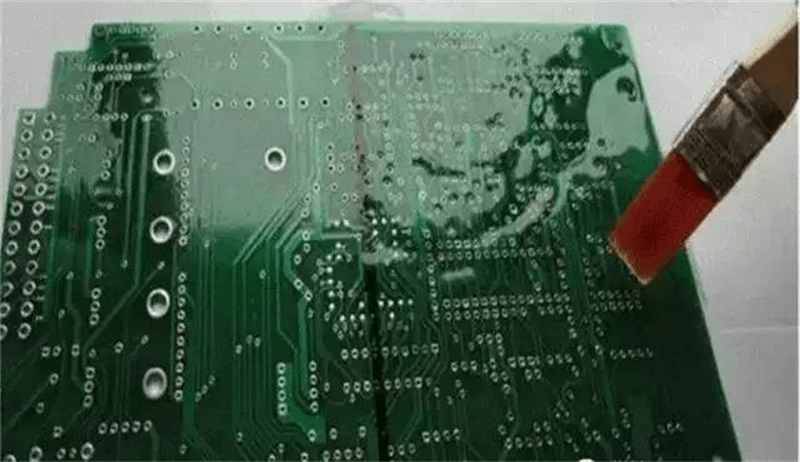
Slika 13: Metoda ročnega ščetkanja
Čopičasto nanašanje je najpogosteje uporabljen postopek, primeren za proizvodnjo majhnih serij. Struktura PCBA je kompleksna in gosta, zato je treba zaščititi izdelke pred zahtevnimi pogoji. Ker je čopičasto nanašanje mogoče prosto nadzorovati, se deli, ki jih ni dovoljeno barvati, ne onesnažijo;
Premaz s čopičem porabi najmanj materiala, kar je primerno za višjo ceno dvokomponentne barve;
Postopek barvanja ima visoke zahteve za upravljavca. Pred gradnjo je treba skrbno preučiti risbe in zahteve glede premaza, prepoznati imena komponent PCBA in označiti dele, ki jih ni dovoljeno premazati, z privlačnimi oznakami;
Upravljavci se ne smejo nikoli dotikati natisnjenega vtičnika z rokami, da bi se izognili kontaminaciji;
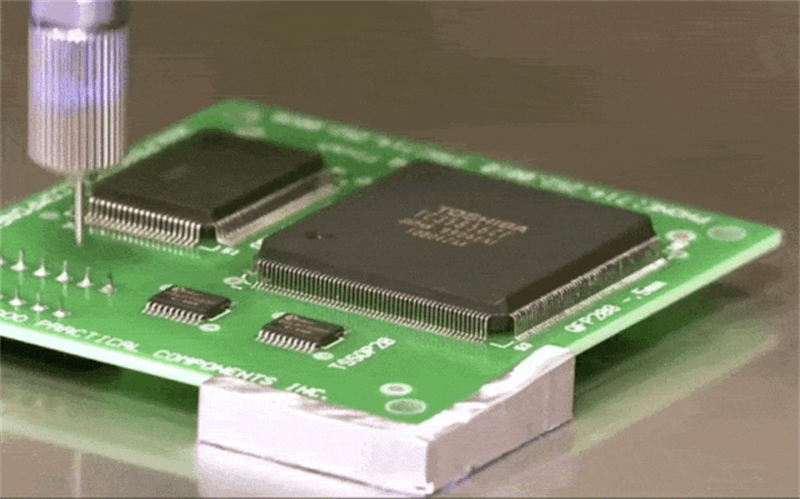
b. Potopite z roko
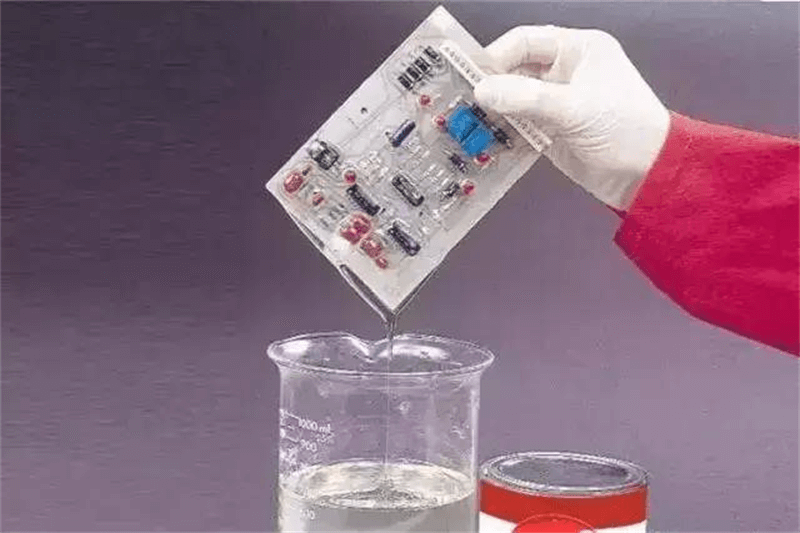
Slika 14: Metoda ročnega nanašanja premaza s potapljanjem
Postopek nanašanja s potapljanjem zagotavlja najboljše rezultate nanašanja. Enakomeren, neprekinjen premaz se lahko nanese na kateri koli del tiskanega vezja (PCBA). Postopek nanašanja s potapljanjem ni primeren za tiskana vezja z nastavljivimi kondenzatorji, magnetnimi jedri za fino nastavitev, potenciometri, magnetnimi jedri v obliki skodelice in nekaterimi deli s slabim tesnjenjem.
Ključni parametri postopka potopnega premazovanja:
Prilagodite ustrezno viskoznost;
Nadzorujte hitrost dvigovanja plošče tiskanih vezij (PCBA), da preprečite nastajanje mehurčkov. Običajno ne več kot 1 meter na sekundo;
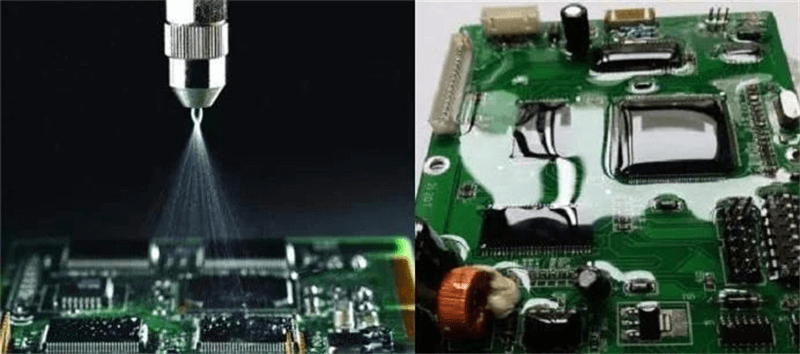
c. Škropljenje
Pršenje je najpogosteje uporabljena in enostavno sprejemljiva procesna metoda, razdeljena v naslednji dve kategoriji:
① Ročno škropljenje
Slika 15: Ročna metoda škropljenja
Primerno za obdelovanec, ki je bolj zapleten, težko se je zanašati na avtomatizirano opremo za masovno proizvodnjo, primerno tudi za različne izdelke, vendar manj primerno, lahko se razprši na bolj poseben položaj.
Opomba glede ročnega brizganja: barvna meglica lahko onesnaži nekatere naprave, kot so vtiči tiskanega vezja, podnožja integriranega vezja, nekateri občutljivi kontakti in nekateri ozemljitveni deli, zato je treba pri teh delih paziti na zanesljivost zaščite. Druga stvar je, da se upravljavec nikoli ne sme dotikati tiskanega vtiča z roko, da prepreči kontaminacijo kontaktne površine vtiča.
② Samodejno škropljenje
Običajno se nanaša na avtomatsko brizganje z opremo za selektivno nanašanje premazov. Primerno za masovno proizvodnjo, dobra konsistenca, visoka natančnost, malo onesnaževanja okolja. Z nadgradnjo industrije, povečanjem stroškov dela in strogimi zahtevami varstva okolja avtomatska oprema za brizganje postopoma nadomešča druge metode nanašanja premazov.
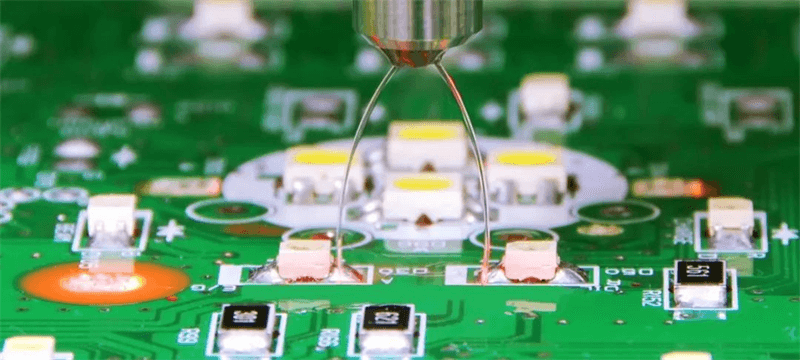
Z naraščajočimi zahtevami po avtomatizaciji v industriji 4.0 se je fokus industrije preusmeril z zagotavljanja ustrezne opreme za nanašanje premazov na reševanje problema celotnega procesa nanašanja premazov. Avtomatski stroj za selektivno nanašanje premazov – natančen nanos in brez odpadkov materiala, primeren za velike količine premazov, najbolj primeren za velike količine treh protibarvnih premazov.
Primerjavaavtomatski stroj za premazovanjeintradicionalni postopek premazovanja
Tradicionalni PCBA tristopenjski barvni premaz:
1) Premaz s čopičem: mehurčki, valovi, odstranjevanje dlak s čopičem;
2) Pisanje: prepočasno, natančnosti ni mogoče nadzorovati;
3) Namakanje celotnega kosa: preveč potratna barva, počasna hitrost;
4) Škropljenje s pištolo za brizganje: za zaščito vpenjala, preveliko odnašanje
Premaz s strojem za premazovanje:
1) Količina barvanja s pršenjem, položaj in površina barvanja s pršenjem so natančno nastavljeni in ni treba dodajati ljudi, da bi po barvanju s pršenjem obrisali ploščo.
2) Nekatere vtične komponente z velikim razmikom od roba plošče je mogoče barvati neposredno brez namestitve pritrdilnega elementa, s čimer se prihrani osebje za nameščanje plošče.
3) Brez izhlapevanja plina, kar zagotavlja čisto delovno okolje.
4) Celoten substrat ne potrebuje vpenjal za prekrivanje ogljikovega filma, kar odpravlja možnost trka.
5) Tri enakomerne debeline premaza proti barvi, ki močno izboljšajo učinkovitost proizvodnje in kakovost izdelkov, hkrati pa preprečujejo odpadke barve.
Avtomatski stroj za nanašanje treh protibarvnih premazov PCBA je posebej zasnovan za brizganje treh protibarvnih premazov s pomočjo inteligentne opreme za brizganje. Ker se material, ki ga je treba brizgati, in uporabljena tekočina za brizganje razlikujeta, se razlikuje tudi izbira komponent stroja za nanašanje premazov. Triosni stroj za nanašanje protibarvnih premazov uporablja najnovejši računalniški krmilni program, omogoča triosno povezavo in je hkrati opremljen s sistemom za pozicioniranje in sledenje kamere ter natančno nadzoruje območje brizganja.
Stroj za nanašanje treh premazov proti barvi, znan tudi kot stroj za nanašanje treh lepil proti barvi, stroj za nanašanje treh lepil proti barvi v spreju, stroj za nanašanje treh olj proti barvi, stroj za nanašanje treh premazov proti barvi, je posebej namenjen za nadzor tekočine, na površino tiskanega vezja, prekrito s plastjo treh premazov proti barvi, na primer z impregnacijo, brizganjem ali centrifugiranjem, na površino tiskanega vezja, prekrito s plastjo fotorezista.
Kako rešiti novo dobo povpraševanja po treh anti-barvnih premazih, je postalo nujen problem, ki ga je treba rešiti v industriji. Avtomatska oprema za premazovanje, ki jo predstavlja precizni selektivni stroj za premazovanje, prinaša nov način delovanja,natančen premaz in brez odpadkov materialov, najbolj primeren za veliko število treh premazov proti barvi.
Čas objave: 8. julij 2023





