


SMT lepilo, znano tudi kot SMT lepilo, SMT rdeče lepilo, je običajno rdeča (tudi rumena ali bela) pasta, enakomerno porazdeljena s trdilcem, pigmentom, topilom in drugimi lepili, ki se uporablja predvsem za pritrjevanje komponent na tiskano ploščo, običajno z doziranjem ali sitotiskom na jeklo. Po pritrditvi se komponente postavijo v pečico ali peč za reflow, kjer se segrejejo in utrdijo. Razlika med njo in spajkalno pasto je v tem, da se strdi po segrevanju, njena temperatura zmrzovanja je 150 °C in se po ponovnem segrevanju ne raztopi, kar pomeni, da je proces toplotnega utrjevanja obliža nepovraten. Učinek uporabe SMT lepila se bo razlikoval glede na pogoje toplotnega strjevanja, priključeni predmet, uporabljeno opremo in delovno okolje. Lepilo je treba izbrati glede na postopek sestavljanja tiskanega vezja (PCBA, PCA).
Značilnosti, uporaba in možnosti SMT obližnega lepila
SMT rdeče lepilo je neke vrste polimerna spojina, katere glavne sestavine so osnovni material (torej glavni visokomolekularni material), polnilo, trdilec, drugi dodatki itd. SMT rdeče lepilo ima viskoznost, tekočnost, temperaturne lastnosti, lastnosti omočenja itd. V skladu s to značilnostjo rdečega lepila je namen uporabe rdečega lepila v proizvodnji trdno prilepiti dele na površino tiskanega vezja in preprečiti njihovo padanje. Zato je obližno lepilo čista poraba nebistvenih procesnih izdelkov, zdaj pa sta bila z nenehnim izboljševanjem zasnove in postopka PCA dosežena prelivanje skozi luknje in dvostransko prelivanje, postopek montaže PCA z obližnim lepilom pa se zmanjšuje.
Namen uporabe SMT lepila
① Preprečite odpadanje komponent pri valovnem spajkanju (postopek valovnega spajkanja). Pri uporabi valovnega spajkanja so komponente pritrjene na tiskano vezje, da se prepreči njihovo odpadanje, ko tiskano vezje prehaja skozi utor za spajkanje.
② Preprečite, da bi druga stran komponent odpadla pri reflow varjenju (dvostranski postopek reflow varjenja). Pri dvostranskem postopku reflow varjenja je treba za preprečevanje odpadanja velikih komponent na spajkani strani zaradi taljenja spajke uporabiti SMT obliže.
③ Preprečevanje premika in stoje komponent (postopek reflow varjenja, postopek predhodnega premazovanja). Uporablja se pri postopkih reflow varjenja in postopkih predhodnega premazovanja za preprečevanje premika in dviga med montažo.
④ Označevanje (valovno spajkanje, reflow varjenje, predhodno nanašanje premaza). Poleg tega se pri serijski menjavi tiskanih plošč in komponent za označevanje uporablja obližno lepilo.
SMT lepilo je razvrščeno glede na način uporabe
a) Vrsta strganja: dimenzioniranje se izvaja s tiskanjem in strganjem jeklene mreže. Ta metoda je najpogosteje uporabljena in se lahko uporablja neposredno na stiskalnici za spajkalno pasto. Luknje jeklene mreže je treba določiti glede na vrsto dela, lastnosti substrata, debelino ter velikost in obliko lukenj. Njene prednosti so visoka hitrost, visoka učinkovitost in nizki stroški.
b) Vrsta doziranja: Lepilo se nanese na tiskano vezje z dozirno opremo. Potrebna je posebna dozirna oprema, stroški pa so visoki. Dozirna oprema uporablja stisnjen zrak, ki nanese rdeče lepilo na podlago s posebno dozirno glavo. Velikost lepljene točke, količina, čas, premer tlačne cevi in drugi parametri se nadzorujejo. Dozirni stroj ima prilagodljivo funkcijo. Za različne dele lahko uporabimo različne dozirne glave, spremenimo nastavljene parametre, obliko in količino lepljene točke, da dosežemo želeni učinek. Prednosti so priročnost, prilagodljivost in stabilnost. Slabost je enostavno vlečenje žice in nastanek mehurčkov. Te pomanjkljivosti lahko zmanjšamo s prilagoditvijo delovnih parametrov, hitrosti, časa, zračnega tlaka in temperature.
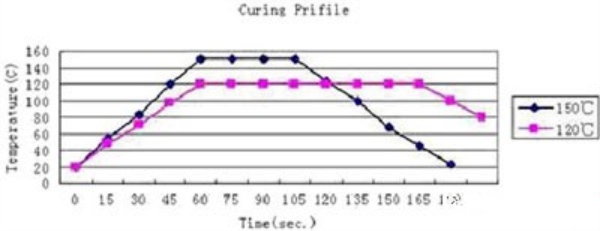
Tipični pogoji strjevanja SMT obližnega lepila
| Temperatura strjevanja | Čas strjevanja |
| 100 ℃ | 5 minut |
| 120 ℃ | 150 sekund |
| 150 ℃ | 60 sekund |
Opomba:
1, višja kot je temperatura strjevanja in daljši kot je čas strjevanja, močnejša je vezivna trdnost.
2, ker se temperatura lepila za obliže spreminja glede na velikost delov podlage in položaj montaže, priporočamo, da poiščete najprimernejše pogoje utrjevanja.
Shranjevanje SMT obližev
Pri sobni temperaturi ga lahko shranjujete 7 dni, pri temperaturi pod 5 °C več kot 6 mesecev in pri temperaturi od 5 do 25 °C več kot 30 dni.
Upravljanje s SMT lepili
Ker na rdeče lepilo SMT vpliva temperatura z lastno viskoznostjo, tekočnostjo, omočenjem in drugimi lastnostmi, mora imeti rdeče lepilo SMT določene pogoje uporabe in standardizirano upravljanje.
1) Rdeče lepilo mora imeti določeno pretočno številko, glede na število dovodov, datum, vrsto in številko.
2) Rdeče lepilo je treba hraniti v hladilniku pri temperaturi 2 ~ 8 °C, da se prepreči spreminjanje lastnosti zaradi temperaturnih sprememb.
3) Rdeče lepilo je treba segrevati pri sobni temperaturi 4 ure, po vrstnem redu uporabe »prvi noter, prvi ven«.
4) Za postopek doziranja je treba rdeče lepilo cevi odtaliti, neporabljeno rdeče lepilo pa shraniti nazaj v hladilnik, starega in novega lepila pa ne smete mešati.
5) Za natančno izpolnitev obrazca za beleženje temperature povratka, osebe za temperaturo povratka in časa temperature povratka mora uporabnik pred uporabo potrditi, da je temperatura povratka izpolnjena. Na splošno rdečega lepila s pretečenim rokom uporabe ni mogoče uporabiti.
Značilnosti procesa SMT obližnega lepila
Moč povezave: SMT lepilo mora imeti močno moč povezave, po strjevanju se spajka ne lušči niti pri temperaturi taljenja.
Točkovni premaz: Trenutno se tiskane plošče večinoma uporabljajo točkovni premazi, zato mora imeti lepilo naslednje lastnosti:
① Prilagodite se različnim postopkom montaže
Enostavna nastavitev dobave vsake komponente
③ Enostavna prilagoditev za zamenjavo različnih komponent
④ Stabilna količina nanosa pik
Prilagoditev visokohitrostnemu stroju: lepilo za obliže, ki se uporablja zdaj, mora ustrezati visoki hitrosti točkovnega premaza in visokohitrostnemu stroju za obliže, natančneje, to je visokohitrostnemu točkovnemu premazu brez vlečenja žice, to je visokohitrostni montaži, tiskani plošči v procesu prenosa, lepilo pa mora zagotoviti, da se komponente ne premikajo.
Vlečenje žice, sesedanje: ko se lepilo za obliže prime blazinice, komponente ne morejo vzpostaviti električne povezave s tiskano ploščo, zato lepilo za obliže ne sme biti vlečeno med nanašanjem in se ne sme sesedati po nanašanju, da se blazinica ne onesnaži.
Strjevanje pri nizki temperaturi: Pri strjevanju morajo toplotno odporne vtične komponente, varjene z varjenjem valovnega grebena, preiti tudi skozi peč za reflow varjenje, zato morajo pogoji strjevanja ustrezati nizki temperaturi in kratkemu času.
Samonastavitev: Pri postopku reflow varjenja in predhodnega nanašanja premaza se lepilo za obliže strdi in fiksira, preden se spajka stopi, kar preprečuje, da bi se komponenta pogreznila v spajko in se samodejno prilagodila. V odgovor na to so proizvajalci razvili samonastavljive obliže.
Pogoste težave, napake in analiza SMT lepil
podnarivanje
Zahtevana potisna moč kondenzatorja 0603 je 1,0 kg, upor je 1,5 kg, potisna moč kondenzatorja 0805 pa je 1,5 kg, upor pa je 2,0 kg, kar ne more doseči zgornje potisne moči, kar kaže na nezadostno moč.
Na splošno so posledica naslednjih razlogov:
1, količina lepila ni zadostna.
2, koloid ni 100 % strjen.
3, tiskano vezje ali komponente so onesnažene.
4, koloid sam po sebi je krhek, brez trdnosti.
Tiksotropna nestabilnost
30 ml lepila v brizgi je treba desettisočkrat pritisniti na zračni tlak, da se porabi, zato mora imeti samo lepilo za obliže odlično tiksotropijo, sicer bo to povzročilo nestabilnost lepljene točke, premalo lepila bo povzročilo nezadostno trdnost in povzročilo odpadanje komponent med valovnim spajkanjem, nasprotno pa je količina lepila prevelika, zlasti pri majhnih komponentah, ki se zlahka prilepijo na blazinico in preprečijo električne povezave.
Nezadostno lepilo ali točka puščanja
Razlogi in protiukrepi:
1, tiskarska plošča se ne čisti redno, zato jo je treba čistiti z etanolom vsakih 8 ur.
2, koloid ima nečistoče.
3, odprtina mrežaste plošče je nerazumno premajhna ali pa je tlak doziranja premajhen, zasnova nezadostnega lepila.
4, v koloidu so mehurčki.
5. Če je dozirna glava zamašena, je treba dozirno šobo takoj očistiti.
6, temperatura predgrevanja dozirne glave ni zadostna, temperaturo dozirne glave je treba nastaviti na 38 ℃.
vlečenje žice
Tako imenovano vlečenje žice je pojav, pri katerem se lepilo za obliže med nanašanjem ne pretrga, temveč se lepilo za obliže veže v nitasto obliko v smeri dozirne glave. Žic je več in lepilo za obliže je prekrito s tiskano blazinico, kar povzroči slabo varjenje. Še posebej pri večjih velikostih je ta pojav bolj verjeten pri nanašanju konic. Na vlečenje lepila za obliže vpliva predvsem lastnost vlečenja njegove glavne sestavine, smole, in nastavitev pogojev nanašanja konic.
1, povečajte dozirni hod, zmanjšajte hitrost gibanja, vendar boste s tem zmanjšali svoj proizvodni utrip.
2, nižja kot je viskoznost in višja tiksotropnost materiala, manjša je nagnjenost k risanju, zato poskusite izbrati takšno lepilo za obliže.
3, temperatura termostata je nekoliko višja, prisiljena prilagoditi se je na nizko viskoznost, visoko tiksotropno lepilo za obliže, nato pa upoštevajte tudi čas skladiščenja lepila za obliže in tlak dozirne glave.
jamarstvo
Zaradi pretočnosti obliža se bo strganje povzročilo. Pogosta težava strganja je, da se strganje povzroči predolgo nanos po točkovnem nanosu. Če se lepilo za obliž razširi na blazinico tiskanega vezja, bo to povzročilo slabo varjenje. Strganje lepila za obliž se zgodi pri komponentah z relativno visokimi pini, kjer se ne dotika glavnega dela komponente, kar povzroči nezadostno oprijemljivost. Zato je težko predvideti stopnjo strganja lepila za obliž, ki se zlahka strdi, zato je težko določiti začetno količino točkovnega nanosa. Zato je treba izbrati tiste, ki se ne strdijo zlahka, torej tiste, ki imajo relativno veliko raztopine za stresanje. Da se prepreči strganje, ki ga povzroči predolgo nanos po točkovnem nanosu, lahko po točkovnem nanosu lepilo nanesemo kratek čas, da se dokonča strjevanje.
Odmik komponente
Odmik komponent je nezaželen pojav, ki se zlahka pojavi pri visokohitrostnih SMT strojih, glavni razlogi pa so:
1, je odmik tiskane plošče pri visoki hitrosti gibanja v smeri XY, ki ga povzroča odmik, območje lepljivega premaza majhnih komponent pa je nagnjeno k temu pojavu, razlog pa je, da oprijem ni posledica odmika.
2, količina lepila pod komponentami je nedosledna (na primer: dve lepilni točki pod integriranim vezjem, ena lepilna točka je velika in ena lepilna točka majhna), trdnost lepila je neuravnotežena, ko se segreje in strdi, konec z manj lepila pa je enostavno izravnati.
Spajanje delov preko valov
Razlogi so kompleksni:
1. Lepilna moč obliža ni zadostna.
2. Pred valovnim spajkanjem je bil podvržen udarcu.
3. Na nekaterih komponentah je več ostankov.
4, koloid ni odporen na vplive visoke temperature
Mešanica lepila za krpanje
Kemična sestava lepila za obliže se med različnimi proizvajalci zelo razlikuje, njihova mešana uporaba pa lahko povzroči veliko slabosti: 1. težave pri strjevanju; 2. nezadostna moč lepila; 3. resno spajkanje zaradi prevelikega valovanja.
Rešitev je: temeljito očistite mrežasto ploščo, strgalo, dozirno lopatico in druge dele, ki se zlahka mešajo, in se izogibajte mešanju različnih znamk lepila za krpanje.
Čas objave: 05. julij 2023





